
公司简介
本申机械设备科技(上海)有限公司成立于2016年,专注MQL微量润滑系统及微量润滑油的研发、生产与销售,致力于为客户提供绿色、高效、低成本的金属切削润滑解决方案。

做金属切削的客户第一次听到“微量润滑”,十个里面有八九个会先问一句: “那是不是以后切削液就不用了?” 这话问得很直接,也很真实。因为车间里被切削液折腾过的人,都知道那玩意儿不是“一桶液”这么简单:水箱要管,浓度要测,浮油要撇,夏天要防臭,废液还得花钱拉走。 但老实讲,MQL不能简单理解成“切削液的替代品”。 更准确地说,它是另一套加工思路。 传统切削液像是拿大水管冲着切削区猛浇,靠液体把热带走、

铝合金MQL微量润滑油怎么选?别等刀尖糊满铝屑才想起这桶油 铝合金加工,很多人一开始都觉得“这材料好切”。真到量产线上跑起来,才发现不是那么回事。 我们在车间里见过太多类似场面:刀具换了三四个牌子,转速从8000rpm调到12000rpm,进给也来回试,夹具重新打表,程序也让工艺员改了两版。结果呢?刀尖上还是挂着白花花的铝屑,孔口一圈细毛刺,表面有点发雾,攻丝偶尔还断锥。大家围着机床看半天,最后才

车间还在用切削液“冲澡”?这笔账一算,很多老板坐不住了 去机加工车间转一圈,其实不用看报表,光看地面就知道这家厂成本压得怎么样。 机床门一开,乳化液哗哗往下浇,排屑机里泡着一锅“灰汤”,地面一脚踩上去发滑,夏天再混一点酸败味——老加工人都懂,这不是“工艺稳”,很多时候是钱在往外流。 尤其这两年,切削液的隐性成本越来越吓人。新液要钱,补液要钱,清槽要钱,废液处理更要钱。很多地区含油废液、乳化液按危废

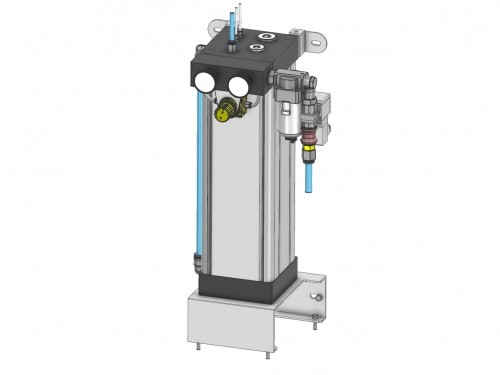
微量润滑装置通过压缩空气将少量微量润滑油精准送至切削区,形成润滑油膜,实现润滑减摩、辅助冷却、排屑和短周期防锈。选型需结合材料、工序、刀具、气源和现场质量问题。

1. 推荐标题(3个候选) MQL和浇注式冷却到底怎么选?别再只看“新不新” MQL vs 浇注式:工厂现场怎么选,才不容易翻车 加工冷却方案怎么定?把MQL和浇注式说人话讲明白 2. 摘要(100字以内) MQL不是万能替代,浇注式也不是“老办法”。真要选,关键还是看材料、切深、排屑、刀具和车间条件。轻切削、重清洁、想降液耗的场景,MQL更合适;重切削、高热负荷、排屑压力大的工况,浇注式通常更稳
微量润滑品牌怎么选?别一上来就比价格,先看工况、油品和现场服务 很多人第一次买微量润滑,开口就是一句:多少钱? 这话不奇怪。一套设备几万、十几万,甚至更高,先问预算很正常。 但真把设备拉进车间,事情就没那么简单了。老板关心的是能不能省成本,工艺员关心的是刀具寿命稳不稳,班组长关心的是调试会不会耽误产线,现场师傅最直接——别老出毛病,别把地面喷得黏糊糊一片就行。 说白了,微量润滑这件事,不是买不买得
MiniMQL 微量润滑装置怎么选?先别盯参数,先把你这活儿想明白 车间里一聊 MiniMQL,很多人第一句都很直白: “这玩意儿到底能不能把我现在那套乳化液给换掉?” 这问题不绕,但真没那么简单。 因为微量润滑不是“少喷点油”这么轻松。它看的是工况、材料、刀具、喷嘴角度、机床状态,甚至还包括老师傅的操作习惯。同样一套设备,拿去做铝件精加工,往往顺得很;你要是硬塞给深孔钻、重切削、高温合金,那大概
油气水微量润滑冷却系统怎么选?别急着问型号,先把现场说清楚 我们做微量润滑这些年,接到最多的一类电话,大概是这样的: “你们油气水系统多少钱一套?”“有没有标准型号?”“油耗能不能做到每小时几毫升?”“我这边是加工钢件,你直接推荐一款吧。” 说实话,这种问题不是不能回答,但如果只按“型号、价格、油耗”往下聊,后面十有八九要走弯路。 油气水微量润滑冷却系统不是买一台风扇、一台水泵那么简单。它真正能不
微量润滑系统怎么选?先把工况摸透,再决定上什么方案 摘要:微量润滑看着简单,真做起来,一点都不“傻瓜化”。材料、工艺、刀具、转速、气源、空间、油品粘度,甚至喷嘴离刀尖有多远,都会直接影响效果。很多现场不是微量润滑“不行”,而是一开始就没选对。所以别急着问价格,先把工况说清楚:加工什么材料、做什么工艺、卡在哪个环节。信息越具体,方案越靠谱,后面少走弯路。 先说个挺典型的现场。 去年我们接触过一家做汽
微量润滑内冷怎么选?车间里的真话,比参数表管用 你要是跑过几家工厂,聊微量润滑(MQL),开头基本都一个样—— "我们切削液用得太多了,能不能省点?""车间地上老有油,工人抱怨。""设备一套多少钱?" 但你真蹲到机床边上看半天,就知道事情没那么简单。操作工不关心你设备多高级,他关心的是:这把φ6的钻头今天能不能扛过两班?深孔里铁屑到底带没

ML-Green oil-380到底适不适合你?先别看名字,先看材料、工艺和现场到底卡在哪 先把话说明白:ML-Green oil-380不是那种“买回去就能通吃全场”的油。它更适合的是一类很明确的场景——有色金属加工 + MQL微量润滑 + 现场想把油雾、残留、清洗工序压下去。 如果你现在做的是铝件、铜件、黄铜件,机床本身也已经有微量润滑系统,那它确实值得试。但如果你还在用大流量切削液,或者加工

本申怎么选?别急着看型号,先把车间里的“毛病”说清楚 摘要:选MQL微量润滑,真不是翻翻样本、挑个“看着高级”的型号就完事。现场加工什么材料?刀具寿命现在多少?气压稳不稳?是外喷还是内冷?工件后面要不要清洗、焊接、检测?这些信息不搞清楚,买回去大概率要反复折腾。本文结合本申BENSHEN的MQL微量润滑系统、微量润滑油和非标定制能力,按真实加工场景聊聊:汽车零部件、铝合金批量加工、钛合金不锈钢、深